Handling Liquid Feed Commodities
(AS1272, Reviewed November 2023)Liquid feeds are useful for conditioning rations, improving palatability, reducing dustiness and providing nutrients to livestock. Many liquid byproduct materials are available for use in beef cattle rations. In addition, a number of commercial liquid supplement products also are available.
Equipment Options
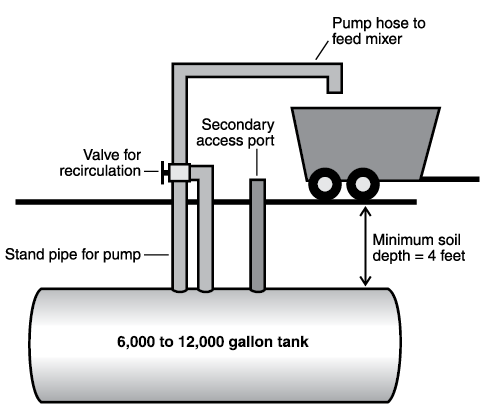
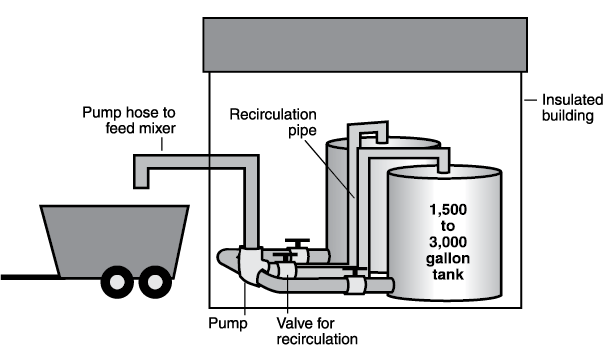
In North Dakota’s winter climate, producers essentially have two options for installing tanks and pumps designed to handle liquid feed commodities. The first is to bury the tank underground, and the second is to house the tank and pumping equipment indoors.
In most cases, storing liquid feed commodities outside is not an acceptable option, given harsh winter conditions that can occur in this region. For low-moisture products such as molasses or molasses-based supplements, storage indoors allows easier pumping as well. Freezing problems and a high level of frustration will result from improper storage.
Figures 1 and 2 give diagrams of the installation of the underground and above-ground storage systems.
Other Recommendations
Sampling: Liquid feed commodities such as corn condensed distillers solubles can vary greatly in moisture content from load to load and plant to plant. Sample each load and conduct moisture analysis prior to feeding.
Backhauls: Backhauling is the process of hauling another load with the same truck and trailer rather than returning to the plant or place of origin empty. It helps trucking companies lower costs because the fixed costs associated with the truck can be spread over more loaded miles.
Liquid feed commodities should not be backhauled in trucks which have transported chemicals, petroleum products or other products that may be hazardous or toxic to livestock. Livestock can die or become seriously ill due to ingestion of hazardous substances.
Foaming: Some liquid byproducts, particularly corn steep liquor, can foam during storage. Adequate tank head space is required to deal with these situations as they arise. If foaming occurs, tanks should be cleaned thoroughly before adding additional product.
Heating: Some liquid byproducts such as corn condensed distiller’s solubles are approximately 140 F when they leave the plant. The heat from these products can provide some or all of the heat necessary to heat properly insulated storage buildings. The design of building heating systems and insulation should take this into account.
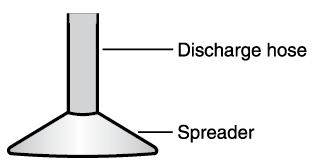
Mixing: The addition of a “spreader” to the end of the discharge hose may help distribute the liquid product in the feed mixer more rapidly and facilitate rapid, even mixing. See Figure 3 for a diagram of a simple spreader that can be installed at the end of the discharge hose.
Liquid feed materials should be added to the mixer after all other ingredients have been added to the ration. Thorough mixing should occur for two to four minutes after the addition of the liquid material (depending on the mixer type).
Summary
The availability of liquid byproducts is increasing throughout the upper Midwest. Additional handling equipment will be required to handle liquid byproducts. Producers with questions on proper handling of these materials should visit existing feedlots to view successful installation and handling practices.
This publication was originally authored by Greg Lardy, Department Head, Animal Sciences Department

May 2018